
Projekt IOM - Schwertform
Tja, wie schon auf der Vorseite geschrieben, für 3 Leute lohnt sich der Formenbau für ein eigenes CfK-Schwert und die Motivation geht über das selbst bestimmen zu können, wie das ganze auszusehen hat hinaus auch zum finanziellen. Käufliche Schwerter liegen im Bereich 80+ und das sind Standardteile, die nicht unbedingt zum eigenen Boot besonders gut passen müssen...
Da öfters mal die Frage nach dem Formenbau und dem Bau von Teilen aus Formen gestellt wird, beschreibe ich das ganze recht ausführlich bebildert. Ob nun ein IOM-Schwert oder ein Flügel gebaut wird, unterscheidet sich nur in einigen Details. Beide Teile sollen bei geringem Gewicht möglichst biege- und torsionssteif werden und der Aufbau der Form an sich ist prinzipiell eh gleich. Wem hier jetzt das Abstraktionsvermögen abgeht, um dies auf einen Flügel zu übertragen, dem seien noch mal die kostenlos downloadbaren Handbücher auf der Seite von R&G empfohlen, derjenige muss sich aber auch die Warnung gefallen lassen, dass er sich noch mal überlegen sollte, ob er sich mit dem Formenbau überhaupt beschäftigen sollte. Dies ist jetzt nicht böse gemeint, der Formenbau bietet einfach ein paar Tücken, nichts schlimmes, alles gut beherrschbar und keine Hexerei, das Frustpotential eines versauten Urmodells, ohne erfolgreich gebaute Form kann aber in anbetracht der Arbeit recht erheblich sein, wenn man hinterher wieder bei 0 steht. Die Hauptarbeit stellt nämlich der Bau eines guten Urmodells dar, der aber so teilespezifisch ist, dass er hier nur kurz angerissen wird. Wie man zu einem abformbaren Bauteil kommt, welches die gewünschte Form hat, muss man schon selbst wissen, da führen verdammt viele Wege ans Ziel. Die ausschlaggebenden Kriterien sind: Glatte Oberfläche, am besten lackiert, feingeschliffen und poliert, hart genug als dass man sie beim Wachsen, Polieren und Einsetzen in eine Trennebene nicht beschädigt. Keine Hinterschneidungen, die ein späteres Entformen verhindern, wenn doch muss man sich sicher sein was man tut, in gewissen Grenzen ist trotzdem ein entformen möglich, im Zweifelsfall muss eine vielteilige Form gebaut werden. Ob das Urmodell die Abformung überleben soll, muss jeder selbst entscheiden, es kann auch ausreichend sein, einen geformten Styrodurklotz mit Harz zu bestreichen und eine glatte Oberfläche zu erzeugen. Teilweise ist ein steifes Urmodell wichtig, um eine gewisse Präzision sicher zu stellen, nach gelungenem Formenbau hat ein Urmodell aber normalerweise ausgedient und füllt nur noch die Ecken der Werkstatt.
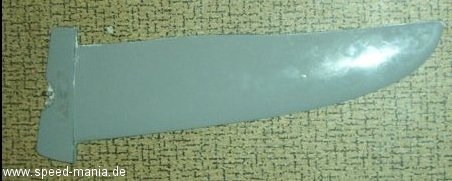
In unserem Fall basiert das Urmodell auf der Surffinnenform eines Bekannten, die fast die idealen Maße hat. Die IOM-spezifischen Kleinigkeiten können problemlos angepasst werden.
Zwei solche Finnen gebaut, Deckschichtharz in die Oberfläche und dann ein robuster, fast massiver Aufbau, das eine bildet den Hauptteil des Schwertes, die letzten paar cm abschneiden, vom anderen kopfüber einen Teil oben drauf, dadurch ist die Eintauchtiefe in den Rumpf variabel und es entsteht eine Entformungsschräge für die Schwerttasche. Eine variable Eintauchtiefe ergibt sich dadurch, dass mir vorschwebt, die Schwerttasche durchgehend bis zum Deck zu führen, um gleich den Mastfuß damit abzustützen. Dies bedarf bei verschiedenen Kaufteilen oft einer separaten Abstützung oder aufwendigen Spantenkonstruktion. Natürlich passt dieses Schwert somit nur auf die Rümpfe perfekt, wo die Eintauchtiefe im Rumpf bis zum Deck vergleichbar ist. Unten am Schwerturmodell befindet sich ein rechteckiges Aluklötzchen, welches ich mit Klaus als Schnittstelle zur Bleibombe vereinbart habe, Bleibomben sind seine Aufgabe. Schließlich sieht das Urmodell dann so aus, gefüllert, überlackiert, feingeschliffen und poliert, fertig zum abformen. Lackiert deshalb, weil sich unlackierter Spachtel nur sehr bescheiden trennen und entformen lässt.

Unser liebstes "Hobby" auf dem
Weg hier hin, ist das "mit Kanonen auf Spatzen schießen" ![]() , wenn man sich schon bei Klaus in der Werkstatt trifft, dann auch richtig
, wenn man sich schon bei Klaus in der Werkstatt trifft, dann auch richtig
![]() . Aber
wenigstens steht vorher fest, dass die Bohrung präzise schief wird
. Aber
wenigstens steht vorher fest, dass die Bohrung präzise schief wird ![]() .
.


Das fertige Urmodell wird dann nach ausgiebigem Wachsen mit Norpol W70 und polieren für den Formenbau in eine Trennebene gesetzt. Diese legt fest, wie Ober- und Unterseite der Form aufgeteilt werden. Ich habe mich dafür entschieden, die Naht außermittig über die Stirnflächen zu führen. Dies macht den Bau zwar schwieriger, hält aber die Naht von den Verschraubungen zum Blei und in der Schwerttasche fern, was eine unnötige Schwächung wäre. Zum Wachsen ist noch zu sagen, dass man nach jeder Schicht zwischenpolieren muss, damit sich in Ecken und Kanten keine Krusten bilden. Außerdem muss man entsprechend der Herstellerangaben zwischen den Schichten ausreichend Zeit verstreichen lassen, damit die vorherigen Schichten aushärten können. Dies ist so ein Vorgang beim Formenbau, bei dem keine Hektik zu gebrauchen ist, obwohl es langweilt und das Gefühl aufkommen kann, dass sich nichts tut. Wer hier patzt, der baut doppelt. Speziell da Urmodelle meistens neu sind, das haben sie ja nun mal an sich, sollte mindestens so oft getrennt werden, wie der Wachshersteller es angibt, lieber ein paar mal mehr, das können schon mal 10 Schichten werden, ein nicht zu unterschätzender Zeitfaktor, mehr als 2 Schichten pro Tag machen nur dann Sinn, wenn man wirklich alle 6-8h Zeit hat, in die Werkstatt zu verschwinden. Also nicht grämen, das kann schon mal eine Woche dauern!
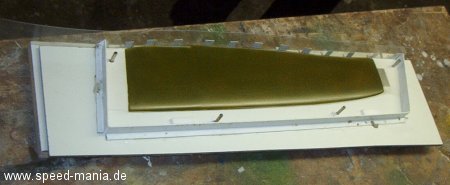

Die "aufgespachtelten" Absätze
an den Stirnflächen des Urmodells in der Trennebene bestehen
aus Acryl - weißes Acryl auf weißem Grund - ich liebe es ![]() , aber gebaut wurde die Trennebene um ihren Zweck zu erfüllen und das ist nicht der
einer anschaulichen Fotografie
, aber gebaut wurde die Trennebene um ihren Zweck zu erfüllen und das ist nicht der
einer anschaulichen Fotografie ![]() . Wie an den Rändern zu erkennen, ist die
Form hinten offen. An der Endleiste wird die Trennebene von einem transparenten
Bauglas geschlossen, dieses folgt der geschwungenen Kontur und wird durch kleine
Plastikwinkel angedrückt, zugesägte Stückchen vom gleichen Plastikprofil,
welches auch den Rest der Form begrenzt.
. Wie an den Rändern zu erkennen, ist die
Form hinten offen. An der Endleiste wird die Trennebene von einem transparenten
Bauglas geschlossen, dieses folgt der geschwungenen Kontur und wird durch kleine
Plastikwinkel angedrückt, zugesägte Stückchen vom gleichen Plastikprofil,
welches auch den Rest der Form begrenzt.
Es folgt der Auftrag des Formenharzes.
Ich verwende wegen des handgefertigten Urmodells und der entsprechenden
Trennebene F225 von Lange&Ritter, dieses kann nachbearbeitet und sehr
gut aufpoliert werden, was sich speziell bei einer aufgespachtelten Trennebene
anbietet. Man kann dies alles zwar schon sehr sauber ausführen, aber 100%ig wird es
nun mal nicht. Der Mensch ist halt keine CNC-Fräse ![]() . Außerdem bedarf es bei einer Form mit einer zu erwartenden Teilezahl <15
keines besonders harten Formenharzes, die kritische Stückzahl von 50+ wird im
Hobbybereich eher nicht erreicht
. Außerdem bedarf es bei einer Form mit einer zu erwartenden Teilezahl <15
keines besonders harten Formenharzes, die kritische Stückzahl von 50+ wird im
Hobbybereich eher nicht erreicht ![]() .
.


Auf das frische Formenharz werden Baumwollflocken gestreut, diese bilden eine Kupplungsschicht zum Hinterbau, welche ein Abplatzen der Deckschicht verhindert. Dieses lässt man 1-2h angelieren. Auf dem zähen Formenharz wird dann zuerst der "Baumwollflockenstaub" durch Harz gebunden (erstes der 3 folgenden Bilder), anschließend werden die Ecken mit Baumwollflockenmumpe ausgerundet und eine erste Lage dünnes Glasgewebe einlaminiert (zweites der 3 folgenden Bilder, das Glas ist nur an den Rändern zu erahnen).



In diesem Bild sieht man besonders gut das Bauglas, welches die Trennebene nach hinten abschließt, einen der 4 Passstifte und eines der beiden Depronstücke, welche ich in die Trennebene gesetzt habe, damit ich einen leichteren Ansatz für Werkzeuge beim Entformen finde.
Es folgt der Hinterbau der Form, welcher
ihr schlussendlich die nötige Stabilität gibt. Schließlich soll die Form
später den Werkstoffen den Unterschied zwischen Werkstück und Werkzeug klar
machen können und die Schwerter sollen tunlichst so gerade werden wie das
Urmodell, auch wenn die Form mit Zwingen zusammengepresst wird. Außerdem schießen
wir ja eh gerne mit Kanonen auf Spatzen, der Hinterbau besteht aus 3 Lagen
1163gr/m² CfK Biaxialgelege (+/-45°). Dieses ist hervorragend zum Formenbau
geeignet und für CfK Schwerter, die aus der Form gebaut werden sollen, bietet
eine CfK-Form natürlich beste Tempereigenschaften. Bei so kleinen Formen kann
man über die Notwendigkeit solcher Materialien natürlich streiten und den
Einsatz von Kohlefaser als dekadent bezeichnen, bei größeren Flächenformen
beispielsweise macht es dann schon mehr Sinn, außerdem kann es günstiger sein,
zweite Wahl Edelmaterialien aus industriellen Quellen zu verarbeiten, als erste
Wahl Glasfaser aus Modellbauquellen zu kaufen und effektiv mehr Geld auf den Tisch
zu legen ![]() . Angenehm ist auch die
Verarbeitung dieses Geleges. Es lässt sich sogar besser in Ecken drücken als 80er
Glas, schließlich ist es nicht verwoben sondern besteht nur aus 2 Schichten, die
miteinender grob vernäht sind. Drückt man ein solches Gelege in Ecken, können
sich diese Schichten etwas gegeneinander verschieben und sie nehmen ohne
Gegenwehr beliebige Konturen an.
. Angenehm ist auch die
Verarbeitung dieses Geleges. Es lässt sich sogar besser in Ecken drücken als 80er
Glas, schließlich ist es nicht verwoben sondern besteht nur aus 2 Schichten, die
miteinender grob vernäht sind. Drückt man ein solches Gelege in Ecken, können
sich diese Schichten etwas gegeneinander verschieben und sie nehmen ohne
Gegenwehr beliebige Konturen an.


Die Bilder lassen die Materialstärke des Geleges leider nur schlecht erahnen. Man drückt es über die Passstifte und in die Ecken, dann wird es mit Harz getränkt. Dabei kann auch ein vorheriger Harzsee nicht schaden, das Gelege ist dick und durstig und man sollte sicher sein, es durchgetränkt zu haben. Drückt man das Harz von unten durch, ist dies natürlich gegeben.
Nach Lehrbuch werden Formen vom Laminat her symmetrisch
aufgebaut, damit sie sich beim Tempern nicht verziehen.
1-2 Lagen 160er Glas mit etwas Formenharz kontra 3 Lagen 1163er CfK - ich habe
darauf verzichtet, möge das Glas ruhig gegen den Rest des Hinterbaus
rebellieren, Zwergenaufstände sind immer wieder süß ![]() .
.
Eine Form mit derartigem Laminataufbau darf nicht sofort getempert werden, dieses würde dazu führen, dass sich das Harz zu sehr erwärmt und das Trennmittel Norpol W70, welches wir verwenden, ist nur bis 70°C spezifiziert. Blasenbildung und sonstiges kommt noch dazu, eine Form, wo der Aufbau "hochkocht", kann man getrost wegwerfen, meistens inklusive Urmodell. Jeder, dem mal ein Harztopf aufgekocht ist, weiß, dass bei solchen, sich selbst steigernden exothermen Reaktionen, sehr hohe Temperaturen erreicht werden können! Deshalb starte ich die Temperung bei solchen Bauteilen über eine Schaltuhr verzögert. Bei dieser Form steht keine Hinterfüllung an, sollte man diese aber wollen, wartet man auch besser das vorherige Aushärten des Laminates ab, denn bei 3 Lagen von diesem Gelege bietet sich auch mit langsamem Härter genug exothermes Potential.

Unter der frisch gebauten Form sieht man meine IOM-Rumpfform, drei mal darf man raten, wie die Wartezeit überbrückt wurde, als das Formenharz anziehen musste:

Tja, nun ist der erste -
kleinere Moment der Wahrheit gekommen, die Form wird von der
trennebene hoch gehebelt, das Urmodell bleibt dabei in ihr hängen und
sollte tunlichst auch in der Form belassen werden, auch wenn man heiß
darauf ist zu erfahren, wie die Form geworden ist, aber jetzt ist erst
Nikolaus und noch lange nicht Weihnachten
![]() .
Würde man das Urmodell jetzt aus der ersten Formhälfte lösen, bekäme man es nicht wieder
sicher genug zurück, beim zweiten Abformgang könnte es verrutschen
und die Form wäre Ausschuss. Anders ist dies bei Rümpfen, die sind
so stark gewölbt, dass sie sich wieder in eine Form zurück setzen
lassen, hier kann man auf die Idee kommen, das Urmodell zu entfernen
und die Trennebene absolut plan zu schleifen für einen besseren
Trennebenen - Nutzflächen - Übergang. Muss man wissen, ob man das
machen will - letztendlich birgt es immer ein zusätzliches Risiko, ein
Urmodell doppelt zu entformen und so flache Teile wie Flügel oder
Schwerter finden später keinen erneut sicheren Halt mehr. Solange das
Urmodell noch von der Trennebene geschützt ist, wird der Hinterbau
erst mal grob mit einer Flex versäubert - Formenbau kann ziemlich
grobmotorisch sein
.
Würde man das Urmodell jetzt aus der ersten Formhälfte lösen, bekäme man es nicht wieder
sicher genug zurück, beim zweiten Abformgang könnte es verrutschen
und die Form wäre Ausschuss. Anders ist dies bei Rümpfen, die sind
so stark gewölbt, dass sie sich wieder in eine Form zurück setzen
lassen, hier kann man auf die Idee kommen, das Urmodell zu entfernen
und die Trennebene absolut plan zu schleifen für einen besseren
Trennebenen - Nutzflächen - Übergang. Muss man wissen, ob man das
machen will - letztendlich birgt es immer ein zusätzliches Risiko, ein
Urmodell doppelt zu entformen und so flache Teile wie Flügel oder
Schwerter finden später keinen erneut sicheren Halt mehr. Solange das
Urmodell noch von der Trennebene geschützt ist, wird der Hinterbau
erst mal grob mit einer Flex versäubert - Formenbau kann ziemlich
grobmotorisch sein ![]() .Wichtig dabei ist ein ausreichender Atemschutz und eine Schutzbrille. Auch
nützlich ist, wenn man in der Trennebene die Löcher für die
Passstifte durchgehend gebohrt hat, es ist wesendlich einfacher, sie
mit einem Hammer und einem Drahtstift nach unten durchzuschlagen, als
sie mit einer Zange nach oben heraus zu ziehen.
.Wichtig dabei ist ein ausreichender Atemschutz und eine Schutzbrille. Auch
nützlich ist, wenn man in der Trennebene die Löcher für die
Passstifte durchgehend gebohrt hat, es ist wesendlich einfacher, sie
mit einem Hammer und einem Drahtstift nach unten durchzuschlagen, als
sie mit einer Zange nach oben heraus zu ziehen.


Das Loch rechts im Hinterbau ist von einem herausgeschlagenen 5mm Passstift. Um eine dünne Endleiste an den Schwertern zu erhalten, wird die Form hinterher mit Schraubzwingen verschlossen. Damit sie dabei gerade bleibt, ist ein derartig robuster Aufbau nicht verkehrt. Ja ich weiß - jetzt schreibt er immer noch Geschwall und die interessante Seite kann man immer noch nicht sehen - here you are:

Wer sich beim Bau noch gewundert hat, was diese Einsätze in der Trennebene sollen, kann sich hier nun vergewissern, wie sie sich an der fertigen Form darstellen:

An der Form sieht man auch recht deutlich, was ich vorher mühselig versucht habe, anhand einem Bild mit weißem Acryl auf weißem Trennbrett als Hintergrund zu beschreiben. Die Schraube, die das Schwert in der Schwerttasche halten wird, sitzt nicht in der Trennebene und diese Stelle wird somit nicht durch die Naht geschwächt. Auch das Loch vom Passstift ist zu sehen so wie die Lücke, die vom Depron gelassen wurde, dort habe ich untergeharkt und die Form mit Werkzeug von der Trennebene hochgehebelt, ohne mit einem Stechbeitel unter die Kante kommen zu müssen, wobei man die Kante schnell vermackelt.
Nun kommt wieder der Schritt, das ganze zu wachsen und auf Hochglanz zu polieren, wie vorher geschrieben, dauert dieses eine ganze Zeit und man will es ja auch gewissenhaft machen. Danach wird die Form mit Bauglas umrandet, so ähnlich, wie bei der ersten Seite an der Endleiste, geklebt wird dieses mit Doppeltape:

Dazu werden neue Depronstücke in die Entformungskanten und die erneut gewachsten Passstifte eingesetzt. Durch die Lage der Verschraubungen alleine in der zweiten Formhälfte, kommen deren Passstifte erst jetzt zum Einsatz.


Danach folgt der Formenbau wie gehabt, wieder mit
Formenharz, Kupplungsschicht und Hinterbau, "repeat until alle
Formenteile fertig" , ![]() bei einer Form mit mehr als 2 Teilen entsprechend noch öfter, hier noch
mal die Kupplungsschicht der zweiten Formenhälfte, danach analog der
obigen Beschreibung. Man baut quasi einen "Compositpanzer"
um das Urmodell, in der Hoffnung, gut gewachst zu haben
bei einer Form mit mehr als 2 Teilen entsprechend noch öfter, hier noch
mal die Kupplungsschicht der zweiten Formenhälfte, danach analog der
obigen Beschreibung. Man baut quasi einen "Compositpanzer"
um das Urmodell, in der Hoffnung, gut gewachst zu haben ![]() .
.

Wie oben beschrieben, wird das ganze dann
wieder mit der Flex versäubert, man sollte die Form dann sofort mit
Wasser abspülen, um den Staub zu binden, solange die Form noch
geschlossen ist, der Staub kriecht überall hin ![]() .
.
Danach geht es dann ans erste Öffnen der Form ![]() , welches etwas gewalttätiger sein kann, als die späteren
Entformungen von Bauteilen. Erstens kann man bei Bauteilen besser PVA
einsetzen als beim Bau der Form, denn die Schlieren, auch wenn sie nur
minimal sind, will man in der Form ja nicht haben. Alle Passstifte
raus und jetzt machen sich
dann auch die Trennstellen mit dem Deproneinsatz bezahlt, den aus
Gewohnheit bereitgelegten Hammer bedurfte es nicht. Wenn man aber an
dieser Stelle angekommen ist, gibt es eh keinen Weg mehr zurück, dann
muss die Form auf, die Frage ist lediglich, was das Urmodell dazu sagt
- "knack" aber dazu komme ich später
, welches etwas gewalttätiger sein kann, als die späteren
Entformungen von Bauteilen. Erstens kann man bei Bauteilen besser PVA
einsetzen als beim Bau der Form, denn die Schlieren, auch wenn sie nur
minimal sind, will man in der Form ja nicht haben. Alle Passstifte
raus und jetzt machen sich
dann auch die Trennstellen mit dem Deproneinsatz bezahlt, den aus
Gewohnheit bereitgelegten Hammer bedurfte es nicht. Wenn man aber an
dieser Stelle angekommen ist, gibt es eh keinen Weg mehr zurück, dann
muss die Form auf, die Frage ist lediglich, was das Urmodell dazu sagt
- "knack" aber dazu komme ich später ![]() :
:


Man kommt ohne Kraftaufwand in die Deproneinsätze rein und kann dann durch Drehen des Beitels die Trennebenen auseinander drücken, dann z. B. einen großen Schraubenzieher in die aufgehende Form setzen,

und dann auf der anderen Seite ebenfalls in der Trennstelle die Form aufhebeln.

Nun muss man nur noch das Urmodell aus der Formhälfte bekommen, in der es sich entschieden hat, hängen zu bleiben. Hierbei haben dann die Stellen aufgegeben, an denen mein Schwerturmodell aus 3 Teilen zusammengesetzt war - diese Übergänge waren auch nur auf Form verschliffen und nicht strukturell verbunden worden - wozu auch, das Urmodell dient jetzt höchstens noch als Gewebezuschnittsschablone und hat seinen Dienst erfüllt - die Form ist fertig.

Wenn nötig mit 800er - 2000er Sandpapier der Reihe
nach durchschleifen, polieren und wachsen, polieren, wachsen,
polieren, ... the never ending story ![]() und dann auf zum lang ersehnten Bau der Schwerter, um die es sich ja
nun schon etwas länger wenn auch nur indirekt dreht. Gedanklich hat
man natürlich schon 3-4 Bauweisen durchgespielt, was längst in die
Bauweise der Form, Lage der Trennebene, ... eingeflossen ist.
und dann auf zum lang ersehnten Bau der Schwerter, um die es sich ja
nun schon etwas länger wenn auch nur indirekt dreht. Gedanklich hat
man natürlich schon 3-4 Bauweisen durchgespielt, was längst in die
Bauweise der Form, Lage der Trennebene, ... eingeflossen ist.
Auf das Entformen, auch wenn es manchem banal erscheinen mag, gehe ich so ausführlich ein, weil man hier viel kaputt machen kann. Formenbau lebt nun mal davon, dass man erstens gut trennt und dann auch die Form wieder auf bekommt, was einerseits auf dem Trennen basiert, andererseits muss man aber auch wissen, mit wie viel Kraft man an der einen oder anderen Stelle herangehen darf bzw. auch muss. Wie fasse ich ein Bauteil an, ... beim Urmodell eher unwichtig, bei leichten Teilen kritischer, ... . Dies ist aber etwas, was man mit keiner Beschreibung vermitteln kann. Irgendwann geht es auch mal schief und sei es, weil einem falsch gelabelter Härter geliefert wurde und man eigentlich nichts dazu kann.
Nun bin ich auf den Formenbau recht ausführlich eingegangen, dem einen oder anderen dürfte es recht aufwendig erscheinen, wenn man aber dann die fertigen Teile sieht, hat es sich dann doch gelohnt.

Den Weg zu einem solchen Schwert habe ich dann aber
doch separat beschrieben, diese Seite soll sich ja wenigstens mit DSL
zügig laden lassen ![]() .
.
zurück zur IOM-Übersichtsseite
erstellt September/Oktober '04
© Eike Timm